What are the continuous casting and rolling methods?
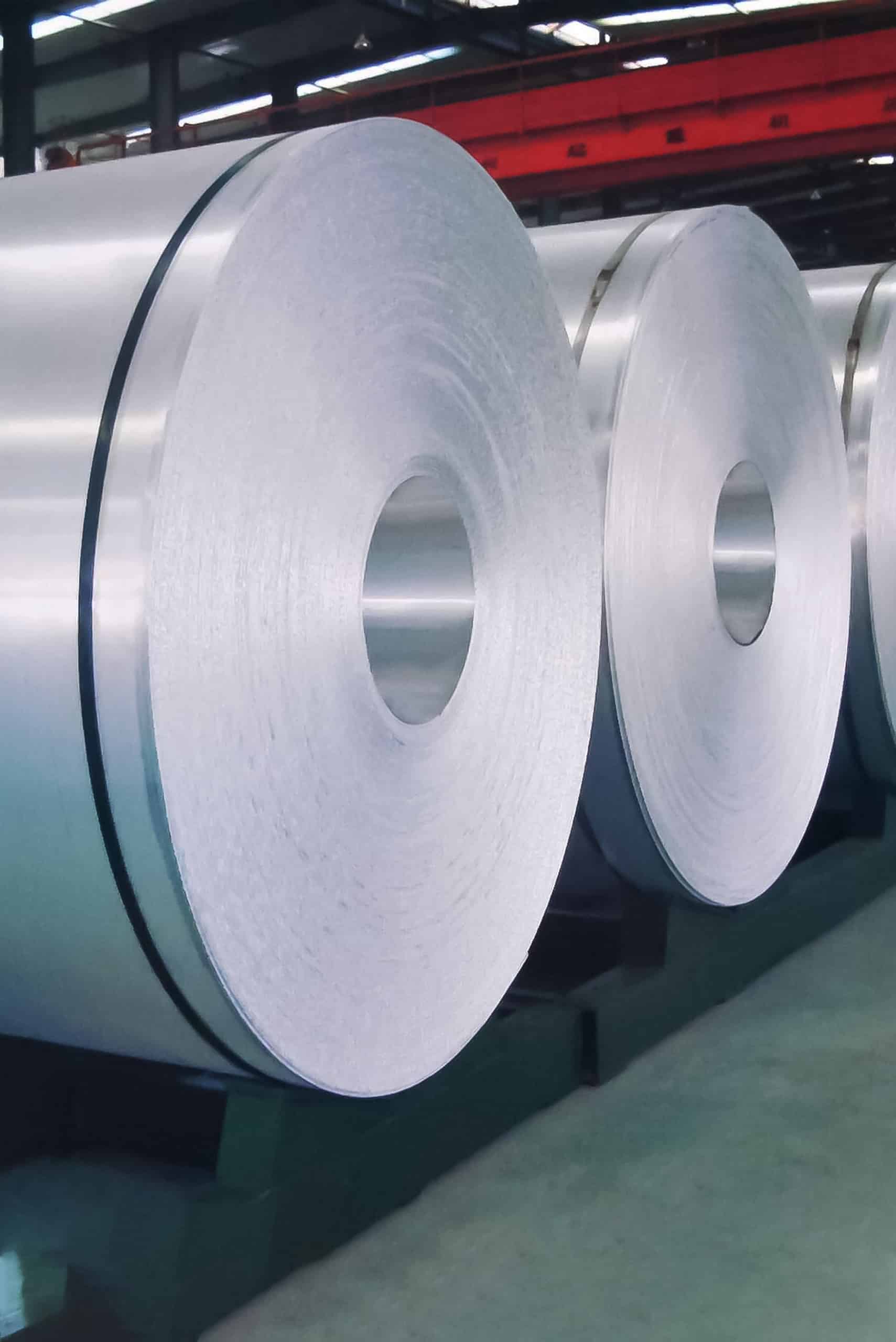
Continuous casting and rolling is the combination of continuous casting and rolling deformation in one process, that is, the casting and rolling process are completed in the rotation of a pair of rolls. When liquid aluminum is cooled and solidified, it is subjected to a certain pressure and produces a certain amount of plastic deformation.
Advantages
A. The equipment is simple and centralized, shortening the time from aluminum water – casting block – casting treatment – hot rolling strip, saving ingot sawing and surface scalping, casting heating, billet, hot rolling and other processes, simplifying the production process, shortening the production cycle, improving labor productivity, high degree of automation;
B. Energy saving and consumption reduction. The production line of continuous casting and rolling process has a reasonable configuration, compact structure, and convenient operation, which reduces the energy consumption of a series of processes required by hot rolling;
C, Less waste of cutting head, cutting the tail, and other geometric waste, high yield, low production cost;
D. Due to the thin thickness of continuous casting and rolling strip, it can be cold-rolled directly after cooling, saving the electric energy and heat energy consumed by high-power hot rolling mill and ingot heating;
E. Less equipment investment, quick results, short investment recovery period, small area, fast construction, suitable for the construction of small and medium-sized aluminum plate and strip enterprises;
F. Continuous casting and rolling billet can completely replace hot rolling billet for the production of aluminum and aluminum alloy sheets, strips, and foil;
G. Part of recycled waste can be used as raw material, with low production cost and competitive price.
Disadvantages:
A. Less variety of alloy can be produced than hot rolling, especially the alloy with a large crystallization temperature range that is difficult to produce, limited to the production of pure aluminum and soft alloy, and the scope of application is not as wide as continuous casting and rolling and hot rolling;
B. Low casting and rolling speed and low output of single equipment;
C. Product varieties and specifications should not be changed frequently;
D, because the ingot can not be milled, dressed, on some chemical treatment and high surface quality requirements of the product will have adverse effects;
E, Hard to meet the need for some special products, such as deep drawing, unless to use a special production process is guaranted.